This guide is for LaserPost version 1.1.
Using LaserPost 1.0?
See the Laserpost for LightBurn 1.0 guide.
There are two flavors of LaserPost, one for LightBurn and the other for SVG (for importing shapes into most every laser program). One significant difference between the two, other than the file format, of course, is that LightBurn projects contain all layer settings so when those projects are opened, everything is ready to burn. SVG files, on the other hand, are organized by color and a setup sheet (<program-name>-setup.txt) is created that maps colors to laser settings.
In both cases, you use LaserPost to define all your desired laser settings, and LaserPost determines when operations (and their shapes) share the same settings and merges them into the same layer/color. This means that when using LaserPost for SVG, you should still configure your laser settings so that layer grouping and color assignment work, and you also get the benefit of a setup sheet to refer to when using a laser program (which is really nice when returning to a project after a period of time, as it contains all settings necessary for a successful outcome).
LaserPost configuration
LaserPost is configured in multiple places, including on the machine setup, CAM setup, the individual cutting operations, and when doing the post-generation. This is accomplished using some of the advanced properties capabilities of the Autodesk CAM post-processors to provide custom properties as well as by redefining the purpose of some existing properties. For this to work, you must have (and use) a machine definition that has the LaserPost post-processor selected (do not just select the post-processor when generating or many of these options will not be available).
The following sections describe all of the options available in LaserPost in approximate order of setup and use. These screen images are from Fusion 360, though the other CAM processors (HSMWorks, Inventor) should be similar.
Most properties are available in all flavors of LaserPost, but there are differences, and these are indicated below with the name of the product that supports the feature.
Machine Settings

LaserPost machine settings (click to enlarge).
Open the Fusion 360 Machine Library, select the nuCarve LaserPost machine and click the pencil icon (Edit Selected), and switch to the Post processing tab.
Machine settings are shared by all models, and have only a few features that rarely need adjustment. Access your machine settings by editing the CAM setup, under "Machine" click the "Edit..." button, and switch to the post-processing tab.
Machine orientation (LaserPost for LightBurn): LightBurn files need to know how to configure the machine orientation to match your laser cutter/engraver. Set this property to match how LightBurn machine properties are configured (Upper left, upper right, lower left, lower right).
Speed units: Selects if "mm/min" or "mm/sec" should be the unit of speed measurement. This option only affects comments and notes and does not change any actual lasering or shape behavior.
Check for updates: Sets a schedule for how often LaserPost will check for updated versions being available. Checking is only done when generating a LaserPost project. Updates are never automatically installed, and when updates are available a message will appear during a post and will also be included as "important" notes.
Beta releases: By default, update notifications only include official release versions. Enable this to also be notified of Beta and Release Candidate releases.
Mirror shuttle 1 (LaserPost for LightBurn): Some dual-laser cutters use a motor on the "U" axis to slide a mirror in the laser path to switch between the lasers (for example, for a higher-power cutting laser and a lower-power etching laser). This option sets the value the U axis should be set to when laser 1 is used.
Mirror shuttle 2 (LaserPost for LightBurn): Same as Mirror shuttle 1, except for when laser 2 is used.
Tool Cutting Data Settings

Tool cutting data settings (click to enlarge).
Open the Fusion 360 Tool Library, select the tool library, and then select your tool. Click the pencil icon to edit, and then switch to the Cutting Data tab.
Tool cutting properties with LaserPost are used to define a material library, allowing for material-specific power, speed, and air-assist settings to be defined. Many fields are ignored, with the following fields being the ones used by LaserPost:
Cutting feedrate: This is the speed that the machine will use, in "mm/min". To use "mm/sec", simply enter the value using a formula such as "35 * 60" (35 mm per second, times 60 seconds = 2100 mm/minute).
Cut power: This is the power level to use for the laser and is expressed as a percentage (0-100%). This is the "max" power setting for lasers that use min/max values (such as CO2 lasers).
Pierce power: This field specifies the "min" power setting (also expressed as a percentage, 0-100%). Currently, Autodesk does not offer custom tool properties in CAM post-processor API so we override this field. While using this field is not obvious, at least it works!
Assist gas: Determines the default use of an air-assist feature when using this tool. This can be overridden on individual cutting operations (see below). Recommended values are "on" for enabling air-assist, and "off" for disabling (though any value can be used, where "off" or "none" will disable air-assist and otherwise it will be enabled).
CAM Setup Job Settings

Fusion 360 CAM Setup (click to enlarge).
Select the job setup in the CAM browser tree, right-mouse click, and select "Edit".
Each model must have one (or more) CAM setups that contain cutting operations. There are no custom LaserPost properties on this window, but the following setup details are important for the successful use of LaserPost:
Machine: You must set up a machine that is configured to use the LaserPost post-processor, and the setup must select that machine. If this is skipped, custom properties in the 2D Profile Cutting Operation will not be available.
Work Coordinate System (WCS) section: The fields in this section are used to set the orientation of your CAM operations relative to the stock, and to set a point that defines what will become the lower-left corner of the shapes when loaded in your laser program.
Use the orientation dropdown to select an orientation method, and follow the options to select a stock point. You must have the final WCS coordinate show the Z arrow pointing up (toward the laser head), and the X and Y arrows pointing toward the stock (not away from it).
Tip: If you are having difficulty getting X, Y, and Z arrows pointing in the correct direction, try the "Select Z axis/plane & X axis" option. Then select your Z (the depth), and then a horizontal line for X. This approach locks Z on the correct axis, and by adjusting Flip X and Flip Z you can get any corner to work.
2D Profile Cutting Operation Settings
All LaserPost shapes are defined using the "2D Profile" cutting operations (including for cutting and engraving tasks) where you select the geometry of your model. While you can have a single operation for large jobs (that share the same settings), it is recommended to use multiple, smaller operations (such as one to cut inside shapes, and another for an outside cut). This makes managing and understanding the operations easier, and results in more usable LightBurn groups.
The following three tabs are important to set up correctly.

2D Profile cutting operation (click to enlarge).
On any 2D Profile cutting operation, right-mouse click, select "Edit" and click the "Post Properties" tab.
The first tab is the Tool setting tab, where you select the tool (the base material), and set the cutting mode and preset that define how the operation will cut or engrave the material.
Tool: Select the tool from your Tool Library for the material type you are cutting. This will populate the "Preset" field to contain the various material settings available in your library.
Cutting Mode: This defines how the CAM system will generate the paths for the cutting operation. The "Through - auto" option is often used for cutting through the material and includes lead-in and lead-out operations (which energize the laser in scrap areas of the stock and move into the material to reduce scorching at high power). The "Etch" option should be used when doing etching, such as text and logos, and will energize the laser on the geometry (with no lead-in or lead-out). See the Post Properties tab's "Layer Mode" option (below) for how Cutting Mode may be used to set cut/fill modes (or overridden).
Preset: Selects the specific material settings from your tool/material library. This is where the laser settings such as power, speed, and air assist get defined.
Cutting Feedrate (optional): When you select a preset, the material (tool) library feedrate speed setting will be transferred to this field. You can further tune this value for this specific operation if desired.

2D Profile cutting operation (click to enlarge).
On any 2D Profile cutting operation, right-mouse click, select "Edit" and click the "Post Properties" tab.
The Geometry tab is where you select the parts of your solid model (or sketch) you want to include in this operation. There are no LaserPost-specific settings.

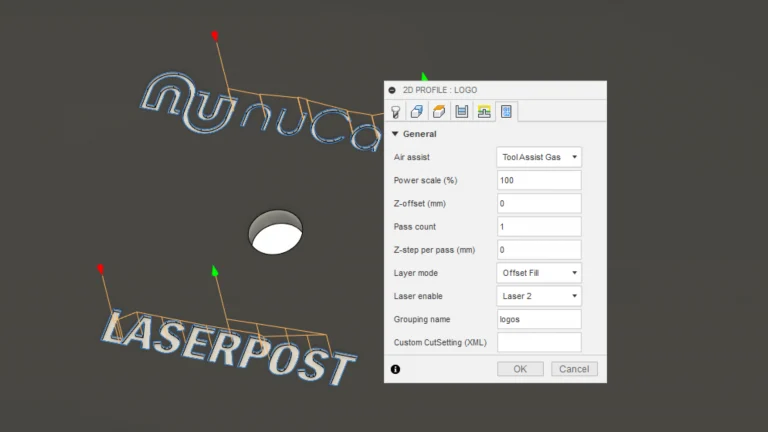
2D Profile cutting operation (click to enlarge).
On any 2D Profile cutting operation, right-mouse click, select "Edit" and click the "Post Properties" tab.
The post-properties tab on the 2D Profile cutting operation allows you to precisely configure layer options. If this tab is not showing up, make sure your CAM setup (see above) has selected a machine that is configured to use the LaserPost post-processor.
Layer mode: Sets type of vector/raster operation to use for this operation. Defaults to "Use Cutting Mode", where it will use a vector "Line" mode for Through and a raster "Fill" mode for Etch. You can also set the exact mode desired, including "Line", "Fill", or "Offset Fill".
Air assist: Determines if air assist will be used. The default, "Tool Assist Gas", will use the setting from the tool preset (Tool Library Cut Settings). You can also specifically disable air ("Off") or enable air ("On") for this operation.
Laser selection: For dual laser cutters, specifies which laser(s) should be used in this operation. Can also disable output while still keeping the shapes/layer. Options include "Disable output", "Laser 1" (default), "Laser 2", and "Both".
Power scale (%): Sets the "Power scale" to adjust the laser power.
Z-offset (mm): Sets how many millimeters (positive or negative) Z should be adjusted for this operation.
Pass count: Sets quantity of passes needed for the laser operation.
Z-step per pass (mm): Sets the distance to move Z on each pass (see "Pass count").
Grouping name: For more precise control over the grouping of shapes in operations, this field can be given a name (such as "Logos"). All operations that share the same name will be automatically grouped (with their operation as a sub-group, unless disabled in post-property generation).
Custom CutSetting (XML) (LaserPost for LightBurn): There are many options and features for setting layer properties in LightBurn, and including them all in LaserPost would make for a difficult-to-use experience. If you wish to use the more advanced features, such as using sub-layers, go to LightBurn and create the layer and save the project using the "LBRN (Legacy)" format. Open the project in a text editor and find the "<CutSettings>" for that layer, and copy the entire XML (including the "<CutSettings>" through "</CutSettings>") and paste that XML here. All other layer settings will be ignored when this option is used.
Post-processor Generate Settings

LaserPost post-processor actions (click to enlarge).
On the Actions menu bar, select Generate to start the post-processor.
Several options are available when starting a LaserPost post-process (with the Actions / Post Process menu option). Unlike the other properties in LaserPost, Autodesk does not save these with the project but instead keeps them the same from project to project.
LaserPost file settings:
Organization: Instructs LaserPost on how to organize operations into layers and files. You can also select to group by operation (all shapes organized by the operation, including shared group name), by layer (multiple operations that share the same laser settings) in a single file ("By layer"), or generate each layer into a different file, where the first filename will be your post name, and the remainder will have "-1", "-2", etc. appended ("By file layer"). LaserPost for LightBurn defaults to "By operation" since layers are managed within LightBurn, and LaserPost for SVG defaults to "By layer" to help with selecting shapes that share the same laser settings.
Group shapes: This checkbox, default on, tells LaserPost that shapes found within a single operation should be grouped. If the operation contains only one shape, no group will be created even when this is enabled.
Alignment marks: LaserPost can add alignment marks (circles with a cross-hatch in the middle) on each layer created. These are useful when importing shapes (especially when using "Organization / By file layer") and manual alignment of the shapes are needed to have perfect positioning. By default, this is off (None), but can be set to the stock's upper-right, center-right or lower-right position.
Notes: Notes are automatically created that summarize the configuration and laser settings, as well as contain important information such as problems detected or updates to LaserPost being available. In LaserPost for LightBurn, these are placed into the LightBurn project where they will appear in LightBurn under the File / Show Notes menu option. In LaserPost for SVG, these are stored in a "<post>-setup.txt" file and are useful to to set up the mapping of SVG colors to laser settings. Options include "Disable" (not recommended), "Hidden" (LightBurn only), "Show when important" (auto-opens in LightBurn or displays a message when posting with SVG), or "Always show".
Comments: LaserPost injects helpful comments into the generated file(s). These comments do not affect the operation of the project but can be useful when looking at the project's XML. Options include "Disable", "Normal" (default), "Debug" (useful when trying to understand how LaserPost is working), and "Insane" (rarely needed but occasionally needed to debug LaserPost issues).
Power overrides:
Etch power (min and max, %): Optionally override the power level of all "Etch" cutting mode operations.
Vaporize power (min and max, %): Optionally override the power level of all "Vaporize" cutting mode operations.
Through power (min and max, %): Optionally override the power level of all "Through" cutting mode operations.
Workspace:
Trace stock: When enabled, includes a layer and shape that outlines the edges of the stock in the generated file(s). This layer will have its output turned off in LaserPost for LightBurn, and will have the setup sheet indicate it should be off (or deleted) in LaserPost for SVG. Unselect the checkbox to disable this feature. The default is on for LaserPost for LightBurn and off for LaserPost for SVG.
Offset X axis: Offsets all X positions in the generated file(s) by the specified number of millimeters. Similar to using the setup Stock Offset feature, but operates on all setups in the project.
Offset Y axis: Offsets all Y positions in the generated file(s) by the specified number of millimeters. Similar to using the setup Stock Offset feature, but operations on all setups in the project.
Help us improve LaserPost
Hopefully, this has been helpful to get the most out of LaserPost. If you find anything inaccurate or missing, wish we would add a feature, or find a bug, please let us know by opening an issue on GitHub or sending us a message. And please consider sharing LaserPost with your friends and colleagues or more broadly with videos and articles on social media.


